| 品牌:AKS | 型号:浮动去毛刺 | 材质:合金 |
| 加工定制:是 | 样品或现货:现货 | 是否涂层:涂层 |
| 是否库存:库存 | 是否批发:批发 |
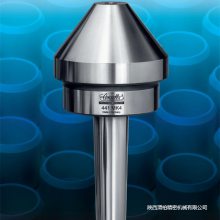
苏州FDT-AKS浮动正反去毛刺倒角刀实物分为FDT F 浮动正向去毛刺和FDT SXO B 轴向浮动反向去毛刺工具(去背部毛刺),一手货源渭柏精密。AKS浮动倒角刀主要应用于磨具具加工制造,机械零件的倒角,倒圆与沟槽加工,清理铸、锻、焊件的飞边毛刺与焊缝,及金属与非金属材料的工艺美术雕刻等
FDT 轴向正向去毛刺 (F型)技术参数:
通过不断的挤压切削工件被加工边缘来达到去毛刺的目的,FDT F型轴向浮动去毛刺工具在轴向上
有10Mm的浮动范围,用来去除高度变化的轮廓毛刺,或者是孔口曲面毛刺。
使用时设定刀具Z轴位置,让到头接近工件表面***低点一下1-2mm(预压入量),之后刀具就可以自动
在高度方向上自动补偿。从而达到去不规则高度面的毛刺。
我们提供安装3种弹簧,通过3种弹簧我们的刀具可以涵盖所有材料的加工
通过ER11的夹头,可以加持切削头柄部直径从0.5mm-7mm
拥有轴向浮动10mm的浮动范围
补偿能力;可以向下10mm
加工方向一致
顺时针旋转转速:6000-8000r/min
进给率:F2000-4000mm/min
FDT生产去除机械加工过程中产生的毛刺的浮动去毛刺
通过刀具的浮动机制,该种浮动去毛刺倒角刀具可以沿着工件不平整的边缘移动加工
工件边缘的压力是可以通过刀柄里面的机构进行调节,
刀具就可以直接通过机床主轴驱动或者在机器人上通过气动驱动

AKS浮动去毛刺倒角刀介绍:
FDT SXO 是一款去除机械加工过程中产生的毛刺的浮动去毛刺倒角刀具;在加工中心上使用,通过机床主轴驱动。
DT SXO 是一款去除机械加工过程中产生的不平整轮廓(边缘)毛刺的浮动刀具,它能在工件的实际轮廓和程序间自动补偿
通过刀柄的浮动机制,FDT SXO 可以沿着工件不平整的边缘移动加工,使刀具可以有5——10mm的边缘补偿量
工件边缘的压力是可以通过刀柄里面的调节机构进行调节,
该刀具可以直接通过机床主轴驱动。
AKS浮动去毛刺倒角刀加工参数:
驱动方式:主轴驱动
转速:3000—8000rpm (起始推荐5000rpm)
进给:2000—5000mm/min (起始推荐3000mm/min)
浮动量:5mm(使用标准长旋转锉)(100mm长的旋转锉后者倒角刀时可以达到10mm)
偏移角度:侧向5°
使用ER-11的夹头,刀头柄部夹持范围可以从0.5mm-7mm
整体刀具柄部为侧固20mm./HSK,SK或者是其他刀柄可以按需生产
所有工件材料都可以用它来去毛刺倒角
AKS浮动去毛刺倒角刀优点;
免维护
高进给高转速(3000-8000rpm /2-5m/min)
整个工件倒角大小均匀
紧凑的设计适用于任何形式的机床(适合于小的机床)
浮动去毛刺倒角刀具在数控机床上的使用
FDT SXO用来给工件不平整边缘倒角和去除毛刺,它能在工件的实际轮廓和程序间自动补偿
AKS浮动去毛刺倒角刀 工作参数:
主轴速度:
我们推荐转速5000rpm
转速8000rpm
(请根据机床商提供的机床转速决定
进给量)
推荐进给值:F=3000mm/min
进给值必须在加工过程中保持一致,否则会导致倒角大小不一致。轮廓的程序编制的时候
尽可能的让刀具接近拐角,这样才能去掉拐角毛刺。
侧向压力
在***使用浮动去毛刺倒角刀的时候我们建议把侧向压力设置为5mm左右,如果切削头不能平稳加工(比如:切削头跳动或者切削不到)说明接触的压力太低,必须要加大。压入量直接影响倒角去毛刺的厚度,通常情况下压入量越多,倒角越大。
FDT SXO B 轴向浮动反向去毛刺工具(去背部毛刺)技术参数:
FDT 轴向拉伸型 (B型)
FDT-SXO(B)利用轴向上的一个圆形切削头,通过不断的挤压工件被加工边缘来达到去毛刺的目的,刀具会在加工过程中根据轮廓来自动调整高度,该刀具同样适用于贯穿孔(交叉孔)
使用时将Z轴压入量设置为1-2mm,然后切削头的杆体接近工件。FDT浮动毛刺刀会在轴向上自动伸缩补偿
FDT_Axial_Work_Pull4-235x300
有3种弹簧可以涵盖加工所有材料
适用ER11的弹簧夹头可以夹持0.5mm-7mm的刀杆
10mm的轴向浮动距离
补偿能力:浮动10mm
加工方向:一致
顺时针旋转:6000-8000r/min
进给:F1500-3000mm/min
FDT-Axial-Pull-Dimensions
FDT生产去除机械加工过程中产生的毛刺的浮动去毛刺刀具
通过刀具的浮动机制,该种浮动去毛刺倒角刀具可以沿着工件不平整的边缘移动加工
工件边缘的压力是可以通过刀柄里面的机构进行调节,
刀具就可以直接通过机床主轴驱动或者在机器人上通过气动驱动